快速鏈接
EN

鑄件的常見缺陷一:氣孔。是存在于鑄件表面或內部的孔。它們是圓形,橢圓形或不規則形狀。有時,多個氣孔形成氣團,在皮膚下通常呈梨形。扼流孔的形狀不規則,表面粗糙。氣穴是鑄件表面上的凹槽,表面光滑。可見的孔可以通過目測檢查找到,皮下的氣孔只能在機械加工后發現。
原因:模具的預熱溫度過低,液態金屬通過澆注系統冷卻太快;模具排氣設計不良,氣體不能順利排出;涂層不好,排氣本身不好,甚至氣體本身揮發或分解;模具型腔的表面上有孔和坑。將液態金屬注入孔和坑后,氣體迅速膨脹并壓縮,形成阻塞孔。模腔表面被腐蝕且未清洗;原材料(砂芯)存放不當且使用前未進行預熱;脫氧劑不良,劑量不足或操作不當等
鑄件的常見缺陷二:縮松。是鑄件表面或內部存在的一種粗糙的表面孔。細縮孔是許多分散的小縮孔,即縮孔,縮孔或縮孔處的粗大晶粒。它通常發生在鑄件的流道附近,冒口的根部,厚壁部分,壁厚過渡部分以及大平面的厚薄部分之間。
原因:模具的工作溫度控制不滿足定向凝固的要求;涂層選擇不當,不同部位涂層厚度控制不*;鑄件在模具中位置的設計不當;澆注冒口設計的不當設計無法實現足夠的進料;溫度過低或過高。
鑄件的常見缺陷三:渣孔。爐渣孔是鑄件中的開孔或黑洞。孔完全或部分充滿熔渣。形狀不規則,難以發現小熔劑中的爐渣夾雜物。去除爐渣后,出現光滑的孔,通常分布在鑄件中。在該位置的下部,靠近內流道或鑄件的死角處,氧化物爐渣主要分布在鑄件表面上的網狀結構中。在內流道附近的鑄件,有時呈薄片狀,或不規則的云層起皺,或形成薄片夾層,或以簇狀的形式存在于鑄件內部,破裂時常從夾層處破裂,并且其中的氧化物是鑄件裂紋的根本原因之一。
形成原因:渣孔主要是由合金熔煉過程和澆注過程(包括澆注系統設計不當)引起的。模具本身不會造成渣孔,而金屬模具是避免渣孔的有效方法之一。
鑄件的常見缺陷四:裂紋。裂紋的外觀為直線或不規則曲線,熱裂紋的表面被強烈氧化并變成深灰色或黑色,沒有金屬光澤,冷裂紋的表面清潔且具有金屬光澤。通常,可以直接看到鑄件的外部裂紋,但是只能通過其他方法看到內部裂紋。裂紋通常與諸如收縮孔隙率和夾渣的缺陷有關。它們主要出現在鑄件尖角的內部,厚壁和薄壁的交界處以及澆注冒口與鑄件相連的熱連接區域。
原因:金屬模具鑄件容易產生裂紋缺陷,因為金屬模具本身不退縮且冷卻速度快,容易造成鑄件內應力增加,開孔過早或過晚,澆筑角度太小或太大,并且涂層太大。厚度等容易引起鑄件的龜裂,并且當型腔本身具有裂紋時也容易引起龜裂。
鑄件的常見缺陷五:冷隔。冷障是指帶有直縫或倒圓角的表面縫隙,中間被氧化皮隔開,沒有完全結合在一起。當冷障嚴重時,它將變成“地下”。冷隔壁經常出現在鑄件的頂壁,水平或垂直的薄表面,厚壁和薄壁的交界處或薄的輔助板上。
原因:金屬模具排氣設計不合理;工作溫度過低油漆質量不好(人造,材料);轉輪開口位置不正確;澆注速度太慢等
鑄件的常見缺陷六:沙孔。在鑄件的表面或內部形成相對規則的孔,孔的形狀與砂粒的形狀一致。當剛從模具中出來時,可以看到嵌在鑄件表面的沙粒,并且可以取出沙粒。
形成原因:從砂芯表面掉落的砂粒被銅液包裹并在鑄件表面形成孔;砂芯表面強度不好,燒焦或未完全固化;砂芯的尺寸與外部模具不匹配,并且在模具閉合時會被壓縮。砂芯破碎;將模具浸入被沙子污染的石墨水中。在澆注鋼包的砂芯和流道之間被擦掉的沙子用銅水沖入型腔。
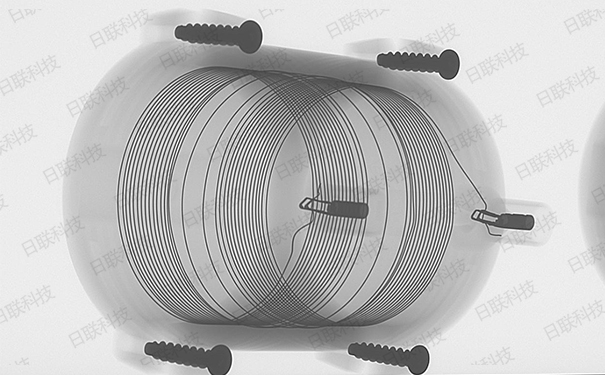
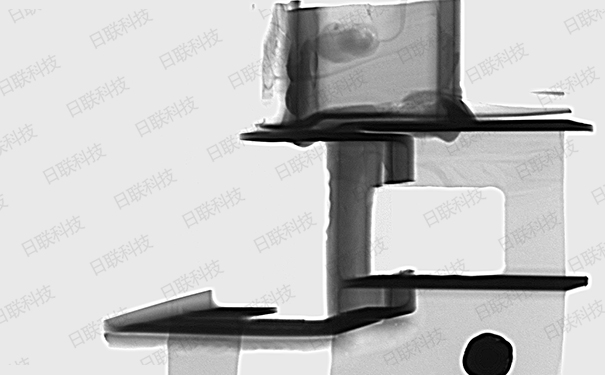
以上,簡單介紹了六中鑄件的常見缺陷及成因,使用X射線成像檢測設備,可有效進行鑄件的無損檢測。日聯科技研發、生產、銷售針對不同類型鑄件缺陷的X光檢測設備,可提供有效的無損檢測方案,成為鑄件行業的優先選擇。
了解更多日聯科技X-ray檢測裝備信息可以撥打全國服務熱線:400-880-1456 或訪問日聯科技官網:www.91dsh.com